Études de cas
Est-ce que ça a vraiment fonctionné ?
Chaque chiffre sur cette page provient d'un déploiement en production — de vraies machines, de vraies défaillances détectées à temps, de vrais dollars économisés. Aucune simulation, aucune projection.
Tous les fournisseurs de cette catégorie annoncent 80 % de réduction des arrêts imprévus. Ce chiffre est reproductible précisément parce que la physique sous-jacente de la maintenance prédictive par rapport à la maintenance réactive est bien comprise. Ce dont les conseils d’administration et les directions financières ont besoin, ce n’est pas un pourcentage — c’est un résultat financier vérifié provenant d’une installation identifiable qu’ils peuvent contrôler.
Les noms des clients sont retenus à leur demande. Des références sont disponibles lors de l’évaluation.
Les deux cas principaux ci-dessous sont tirés de déploiements en production, et non d’essais. Une installation laitière a évité 250 000 $ de coûts d’arrêt imprévus grâce à une seule défaillance de roulement détectée avec une fenêtre de planification de 3 semaines. Un atelier de transformation de viande a évité 65 000 $ de coûts de réparation et de pertes de produits grâce à une défaillance de clapet de non-retour détectée en temps réel. Les deux résultats sont étayés par des déclarations de clients. Le délai de retour sur investissement dans chaque cas était inférieur à 3 mois.
Les autres cas sur cette page concernent des déploiements à enjeux sécuritaires et agricoles où le cadre financier est secondaire par rapport à la continuité opérationnelle — mais la norme de vérification est la même.
Case Study #01: Défaillance de roulement — Fabricant laitier de premier plan

Une grande installation laitière effectuait la maintenance de son moteur de ventilateur de chaudière principale selon des intervalles basés sur le temps. Une intervention d’urgence sur cet actif coûte 10 000 $ par heure.
Dans les 2 semaines suivant le déploiement des capteurs, Sora Insight a détecté une déviation précoce du roulement — un signal trop subtil pour déclencher une alarme de seuil existante. L’équipe Sora Care l’a validée comme une anomalie confirmée et progressive, et a notifié l’équipe de maintenance avec une fenêtre de planification de 3 semaines pour agir.
| Indicateur | Résultat |
|---|---|
| Délai d’alerte précoce | 3 semaines |
| Heures d’urgence évitées | ~25 heures |
| Coût horaire d’urgence | 10 000 $ / heure |
| Coût total d’arrêt imprévu prévenu | 250 000 $ ¹ |
« En moins d’un mois d’utilisation, Soralink nous a aidés à économiser des milliers de dollars en arrêts imprévus. Une boîte de vitesses devait être remplacée sur le ventilateur de notre chaudière principale. Nous l’avons détecté grâce à Soralink, et avons pu planifier l’arrêt de production pour réaliser l’intervention. »
— J. Brochu, Usine de transformation laitière
¹ Calculé à partir du taux d’intervention d’urgence déclaré par l’installation, soit 10 000 $ / heure × ~25 heures de travail d’urgence évité.
Case Study #02: Défaillance du clapet de non-retour — Atelier de transformation de viande
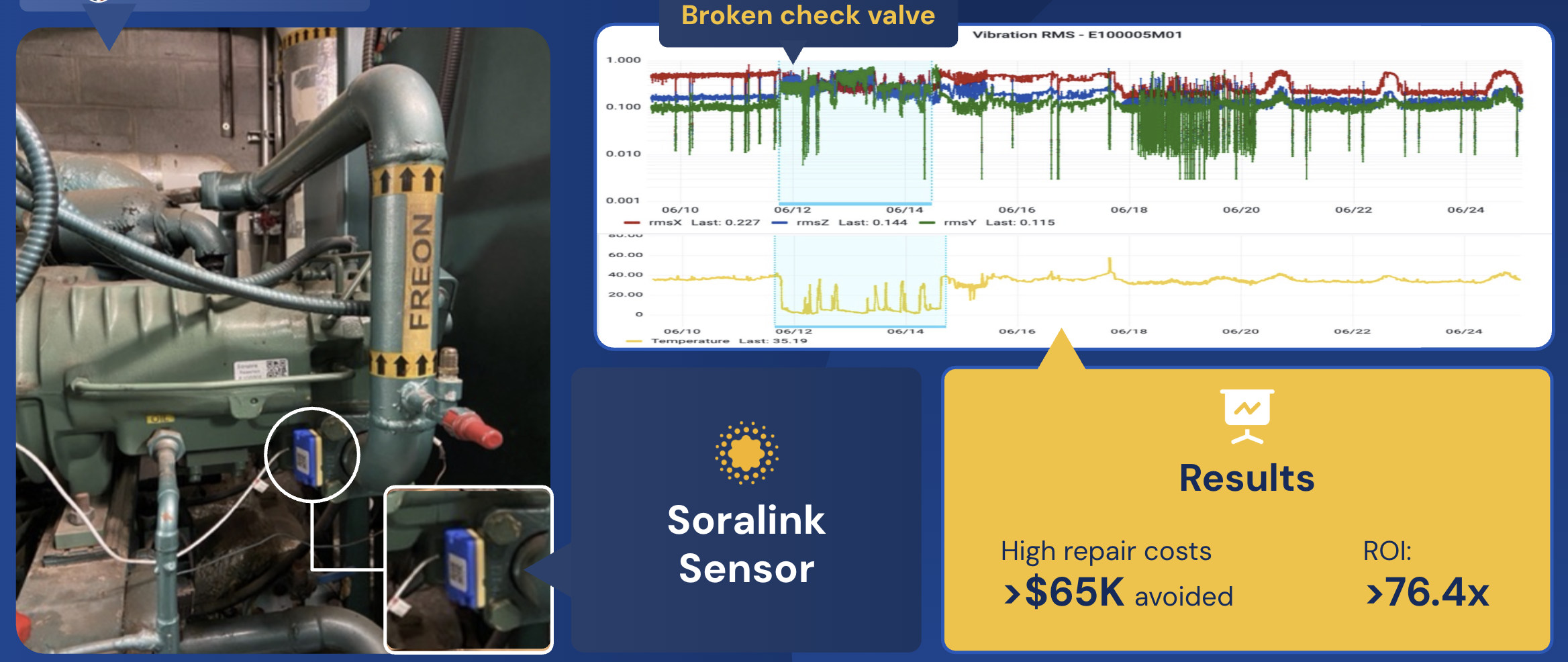
Un atelier de transformation de viande dépendait de compresseurs industriels fonctionnant en continu pour maintenir la conformité de la chaîne du froid. Lorsqu’un clapet de non-retour s’est brisé, Soralink a détecté l’événement à travers deux signaux simultanés : un changement brusque dans le schéma de vibration du compresseur et une chute soudaine de température de plus de 20 °C à 4 °C.
L’équipe Sora Care a validé l’anomalie comme une défaillance mécanique confirmée. La maintenance a été dépêchée et a confirmé le clapet de non-retour fissuré. La réparation a été effectuée avant qu’une quantité significative de réfrigérant ne se soit échappée.
| Indicateur | Résultat |
|---|---|
| Signal de détection | Changement de vibration + chute de température |
| Qualité des alertes | Vérification humaine — zéro faux positifs |
| Détérioration des produits prévenue | Tout l’inventaire de stockage froid |
| Coûts de réparation totaux évités | 65 000 $+ |
« Le système de Soralink nous a permis de réagir à temps quand un clapet de non-retour s’est cassé dans nos compresseurs et que plus de la moitié du réfrigérant s’est échappé. Nous avons évité des coûts de réparation qui auraient pu être très élevés. »
— F. Moreau, Atelier de transformation de viande
Case Study #03: Cavitation de pompe — Système d'irrigation agricole
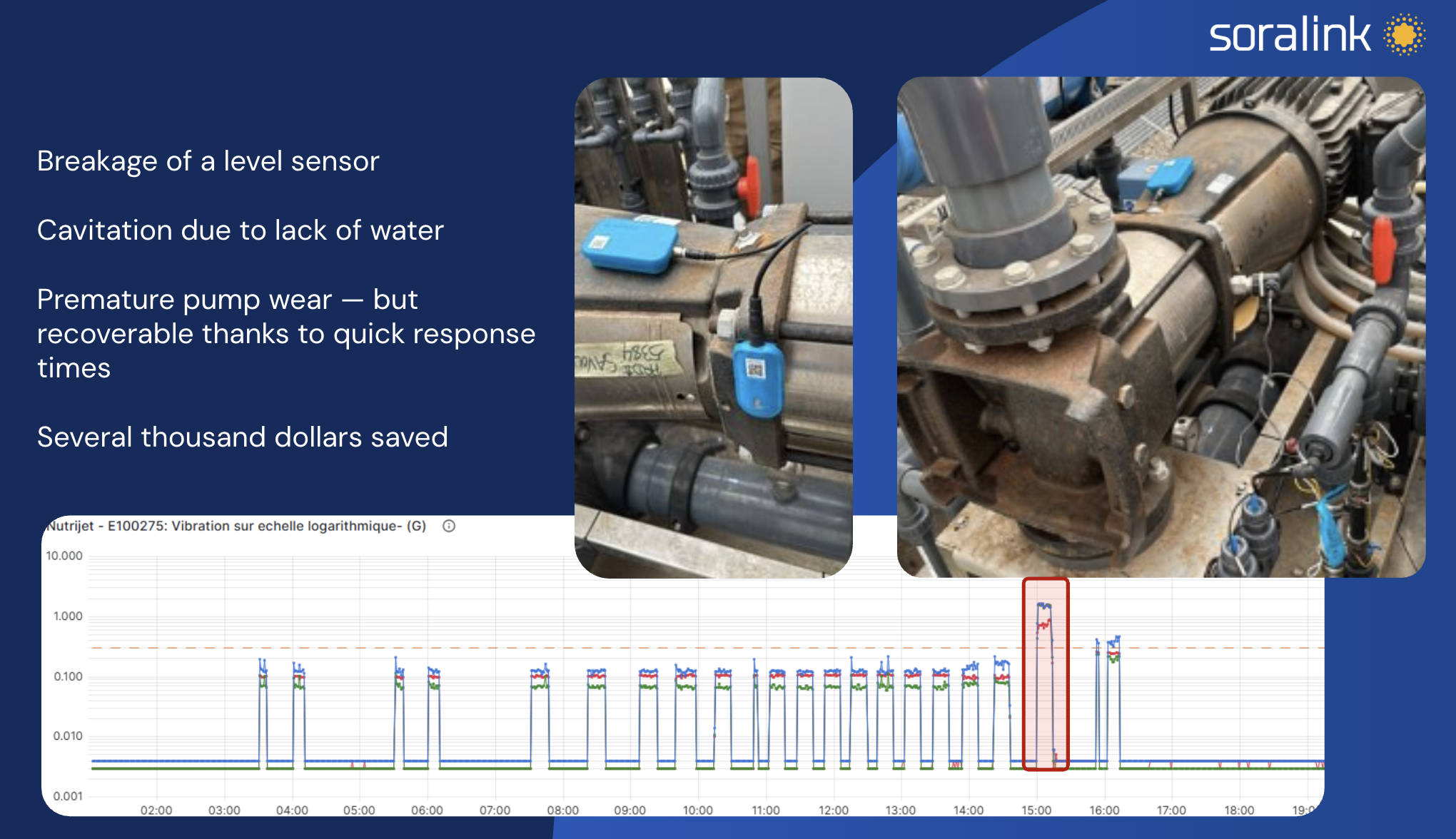
Les systèmes d’irrigation agricole à grande échelle représentent des actifs de niveau 1 de criticité en raison d’un manque total de redondance. Un capteur de niveau défaillant peut faire tourner une pompe à sec, entraînant une cavitation catastrophique qui détruit l’équipement et interrompt l’approvisionnement en eau essentiel.
Les alertes en temps réel de Soralink ont identifié les pics de vibration associés à la cavitation alors que le système était encore dans ses premières phases de défaillance. Cela a permis une intervention immédiate, entraînant seulement une usure « récupérée » mineure de la pompe au lieu d’un remplacement complet.
| Indicateur | Résultat |
|---|---|
| Signal de détection | Signature vibratoire d’une cavitation en phase initiale |
| Temps de réponse | Intervention le jour même |
| Impact opérationnel | Zéro interruption de la distribution d’eau |
| Coût de remplacement de pompe évité | 8 000–10 000 $ |
« Plusieurs milliers de dollars économisés en détectant une cavitation en phase initiale dans une pompe critique. Usure prématurée de la pompe récupérée grâce aux temps de réponse rapides permis par le tableau de bord. »
— Équipe de maintenance, déploiement agricole
Case Study #04: Défaillance multi-machines — Synchronisation des entraînements de cuve
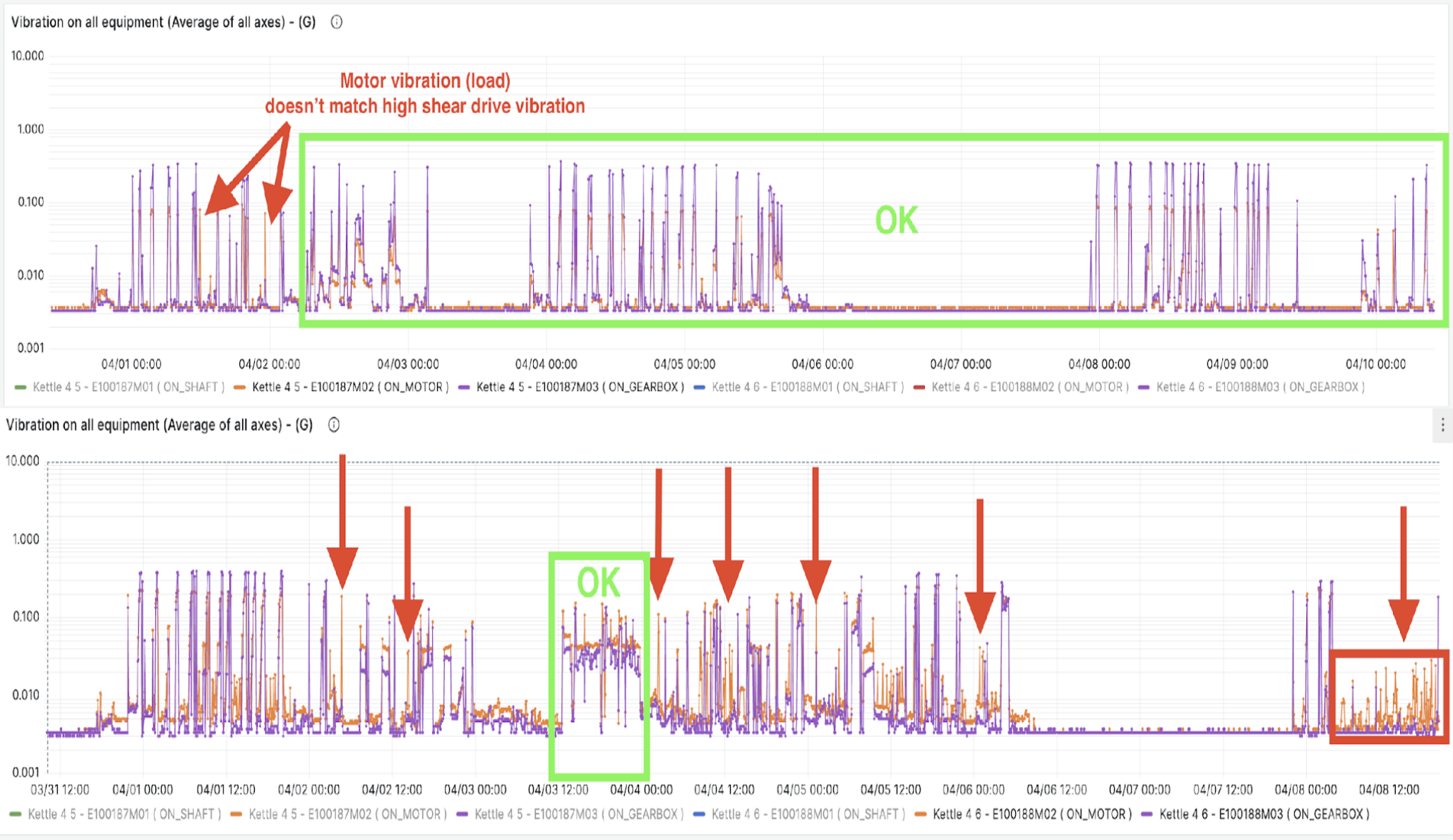
Un fabricant agroalimentaire exploitant des entraînements à cisaillement élevé et des moteurs de cuve subissait des défaillances récurrentes que les capteurs isolés standards ne parvenaient pas à prédire. Chaque machine semblait en bon état prise séparément — aucun pic de vibration individuel, aucun dépassement de seuil isolé.
L’analyse télémetrique multi-machines de Soralink a identifié la cause racine : la signature vibratoire en charge du moteur ne suivait pas le profil de vibration de l’entraînement à cisaillement élevé comme le ferait un système couplé en bon état. L’écart n’est devenu visible qu’en superposant les deux tracés en temps réel — le moteur portait un profil de charge incohérent avec ce que produisait l’entraînement à cisaillement élevé. Un système à seuils surveillant l’une ou l’autre machine isolément n’aurait pas pu le détecter.
| Indicateur | Résultat |
|---|---|
| Méthode de détection | Corrélation des tracés vibratoires multi-machines |
| Cause racine | Vibration en charge du moteur ne correspondant pas à la vibration de l’entraînement à cisaillement élevé |
| Détectable par capteurs isolés | Non |
| Arrêt de la ligne de production | Prévenu |
Obtenez ces résultats dans votre installation.
Rejoignez les opérateurs industriels qui ont fait le virage vers la maintenance pilotée par l'IA.